2
Les trempés de traitement.
| a)
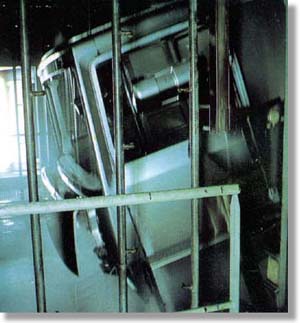
Second dégraissage au trempé. Dans un bac
de 80 000 litres de solution alcaline à 60 °, filtrée
en permanence. Une agitation séquentielle de la cabine dans
ce bain vide l'air des corps creux et permet un dégraissage
absolu. Celui-ci est complété par un dégraissage
en aspersion. Fig3 |
b)
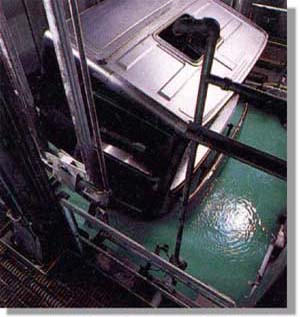
Rinçage. Fig4 Les peintures d'apprêt et
de protection adhèrent à la tôle si le support
est parfait et entièrement débarrassé de toute
trace de graisse. C'est la raison pour laquelle, à la sortie
du bac, la cabine subit encore 4 rinçages successifs:
- Deux rinçages par pulvérisation.
- Un rinçage au trempé.
- Une aspersion avec un produit spécial"affineur de
couche" qui prépare la tôle. |
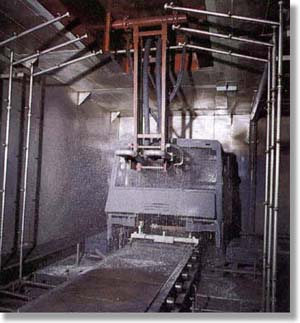
| c)
Phosphatation. Fig5 Le phosphate de zinc est le meilleur
agent protecteur de la tôle et permet un accrochage plus solide
des peintures. Pour réaliser cette opération, la cabine
est plongée toute entière dans un bain où le
phosphate de zinc se dépose partout, même dans les
corps creux, sous la forme de cristaux. Et là encore, pour
supprimer tous les excédents de phosphate de zinc, la cabine
subit trois opérations de rinçage... pour éviter
de polluer le bain de cataphorèse. |
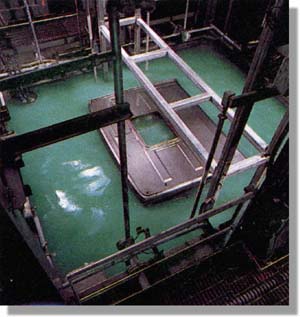
| c)
Passivation chromique. Fig6 Projection sur la cabine
d'un sel au chrome qui s'associe au phosphate de zinc pour protéger
chimiquement les points les plus sensibles à la corrosion.. |
|